
IGBT ہائی فریکوئینسی حرارتی یونٹس کے ساتھ انسپکشن سولڈرنگ کاپر تاروں
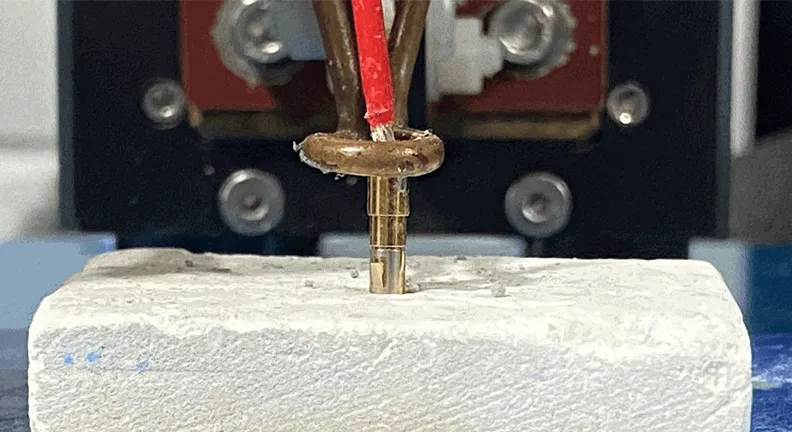
ایک تانبے کے بس بار پر پہلے سے نصب برجوں کے لئے دو تانبے کی تاروں کو سولڈرنگ کرنا
میٹریل سولڈر نے ڈوبی تانبے / نکل بس بار ، 2 ٹنڈ پٹی ہوئی تانبے کی تاروں ، بریزنگ اسٹک
درجہ حرارت 446 ºF (230 ºC)
فریکوئنسی 230 kHz
سامان • DW-UHF-6kW انڈکشن ہیٹنگ سسٹم ، جس میں ایک 1.2μF کپیسیٹر پر مشتمل ریموٹ ورک ہیڈ ہیڈ ہے۔
ind اس ایپلی کیشن کے لئے خاص طور پر انڈکشن ہیٹنگ کنڈلی ڈیزائن اور تیار کی گئی ہے۔
عمل چار بار کی تقسیم ہیلیکل کنڈلی باس بار اسمبلی کو ٹانکا لگانے کے لئے استعمال کیا جاتا ہے۔ 2 تانبے کی تاروں کو برجوں پر لگایا جاتا ہے اور 30 سیکنڈ تک طاقت کا اطلاق ہوتا ہے۔ بریزنگ اسٹک کو گرم حصوں کو ہاتھ سے کھلایا جاتا ہے اور بریز یکساں طور پر بہتا ہے ، جوائنٹ تیار کرتا ہے۔
نتائج / فوائد انڈکشن حرارتی فراہم کرتا ہے:
• ٹھوس ٹھوس وقت
• گرمی کی تقسیم بھی
• مشترکہ استحکام میں مشترکہ



