انڈیکشن بریزنگ تانبے اور پیتل کی سلاخوں
مقصد
مشعل کے آپریشن کو تبدیل کرنے کے ل Ind انڈکشن بریزنگ تانبے اور پیتل کی سلاخوں اور سٹرپس۔ ٹارچ کے موجودہ عمل کے نتیجے میں اسمبلی میں حد سے زیادہ آلودگی پائی جاتی ہے ، اور بریزنگ آپریشن کے بعد وسیع پیمانے پر دوبارہ کام کی ضرورت ہوتی ہے۔
سامان
DW-UHF-40KW اعلی تعدد انڈکشن بریزنگ مشین
دو موڑ اوپن اینڈ کنویر کنڈلی
مواد
• کاپر کوپن پلیٹ اور تانبے کی چھڑی
• بریز تار - ای زیڈ فلو 45
• بریز مصر - 45٪ چاندی ، 1/32 ڈی آئی اے
TEST
بجلی: 30 کلو واٹ
درجہ حرارت: تقریبا 1350 ° F (732 ° C)
وقت: اوسط وقت - 25 سیکنڈ
عمل اور نتائج:
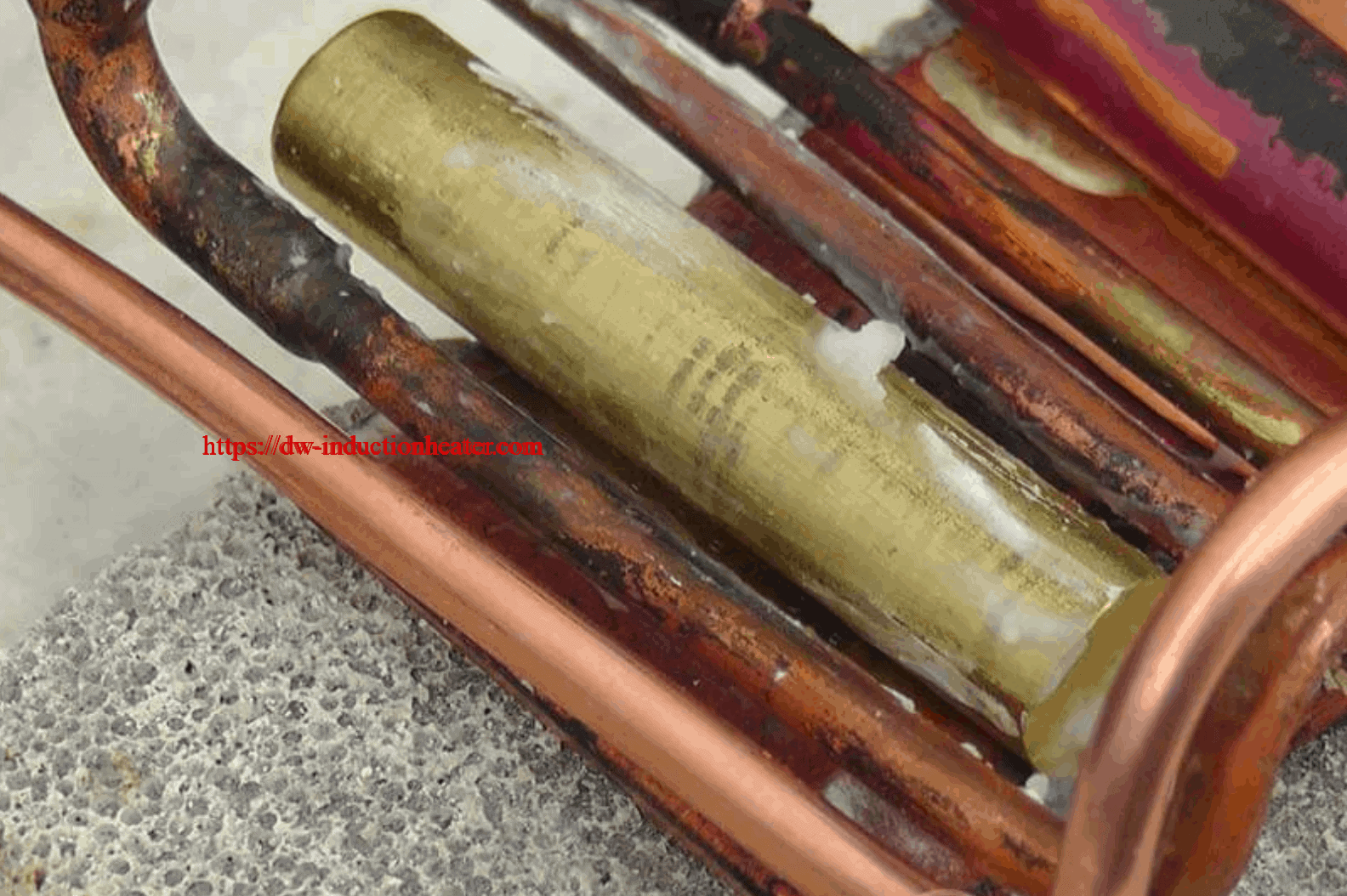
انڈکشن بریز تانبے کوپن پلیٹ اور تانبے کی چھڑی کے لئے ، ، ای زیڈ فلو 45 بریز تار کو 2 ”لمبائی میں کاٹ کر انٹرفیس کے علاقے میں رکھا گیا تھا۔ پیداواری صورتحال میں ، ای زیڈ فلو 45 بریزنگ پیسٹ کی سفارش کی جاتی ہے۔ اسمبلیاں قائم کی گئیں (تصاویر دیکھیں) اور مصر کی بہاؤ اور کمان حاصل کرنے کے ل 25 اوسطا XNUMXs تک گرم کیا گیا۔
تانبے اور پیتل کے درمیان دھاتی مزاحمت کے فرق کی وجہ سے ، پیتل بار گرمی کو ترجیحی طور پر۔ پلیٹ سیکشن میں سلاخوں کو بریز کرنے کے لئے ڈیزائن کیا گیا کوائل چھڑیوں کو گرم کرتا ہے اور اس کی وجہ سے گرمی کو ترسیل کے ذریعہ پلیٹ میں منتقل کردیا جاتا ہے جس کی وجہ سے سلاخیں ابتدائی طور پر پلیٹ سے پہلے درجہ حرارت تک پہنچ جاتی ہیں۔ اگر مواد ایک جیسے ہیں (کوپر سے تانبے یا پیتل سے پیتل ، یہ کوئی مسئلہ نہیں ہے۔ اگر بار تانبا ہے اور پلیٹ پیتل ہے تو معاملات نہیں ہوتے ہیں - صرف اس صورت میں جب بار پیتل ہے اور پلیٹ تانبے کی ہوتی ہے۔ اس کی ضرورت ہوتی ہے پیتل کی چھڑی سے تانبے کی پلیٹ میں گرمی کی منتقلی کے لئے ٹائی کی اجازت دینے کے لئے طاقت کو کم کیا جائے۔
نتائج / فوائد:
- مضبوط پائیدار جوڑوں
- منتخب اور عین مطابق گرمی زون، جس میں نتیجے میں کم حصہ مسخ اور ویلڈنگنگ کے مقابلے میں مشترکہ کشیدگی ہوتی ہے
- کم آکسیکرن
- تیز حرارتی سائیکل
- بڑے پیمانے پر پیداوار کے لئے زیادہ مسلسل نتائج اور مناسبیت، بیچ پروسیسنگ کی ضرورت کے بغیر
- شعلہ برجنگ سے محفوظ
