





کاپر اور آئرن اسٹیل کے لیے بار اور راڈ کا انڈکشن فورجنگ اینڈ
Description
کاپر، ایلومینیم اور آئرن اسٹیل کے لیے بار اور راڈ کا انڈکشن فورجنگ اینڈ
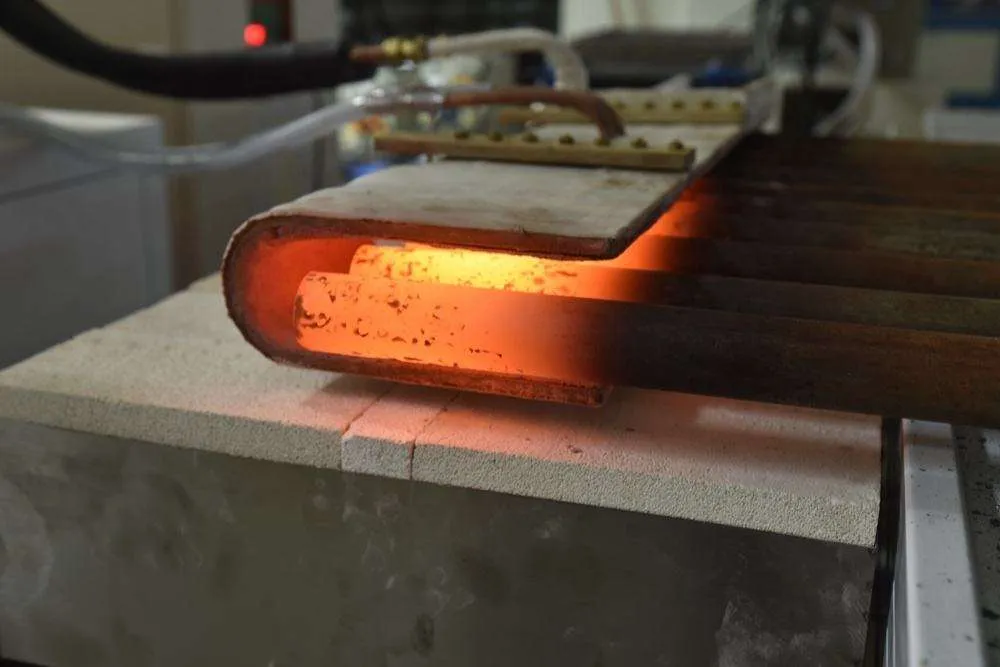
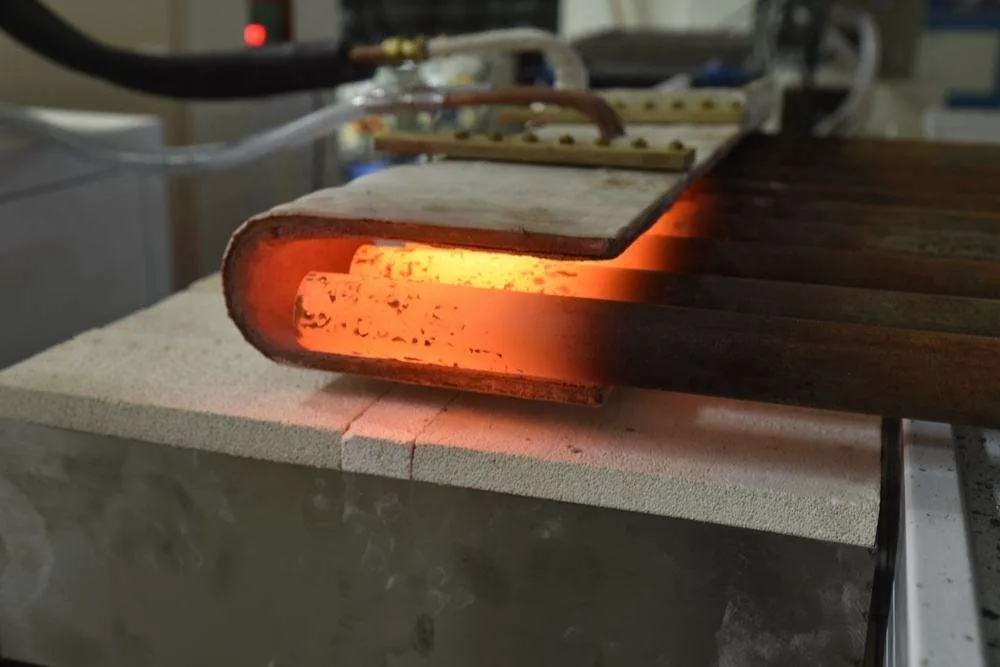 انڈکشن بھول گیا: ایک پریس یا ہتھوڑا کا استعمال کرتے ہوئے اخترتی سے پہلے دھاتوں کو پری ہیٹ کرنے کے لیے انڈکشن ہیٹر کے استعمال سے مراد ہے۔ عام طور پر دھاتوں کو 1,100 °C (2,010 °F) اور 1,200 °C (2,190 °F) کے درمیان گرم کیا جاتا ہے تاکہ فورجنگ ڈائی میں ان کی خرابی اور امدادی بہاؤ میں اضافہ ہو سکے۔
انڈکشن بھول گیا: ایک پریس یا ہتھوڑا کا استعمال کرتے ہوئے اخترتی سے پہلے دھاتوں کو پری ہیٹ کرنے کے لیے انڈکشن ہیٹر کے استعمال سے مراد ہے۔ عام طور پر دھاتوں کو 1,100 °C (2,010 °F) اور 1,200 °C (2,190 °F) کے درمیان گرم کیا جاتا ہے تاکہ فورجنگ ڈائی میں ان کی خرابی اور امدادی بہاؤ میں اضافہ ہو سکے۔
عمل: حرارتی حرارتی ایک غیر رابطہ عمل ہے جو ورک پیس میں حرارت پیدا کرنے کے لیے برقی مقناطیسی انڈکشن کے اصول کو استعمال کرتا ہے۔ ایک مضبوط متبادل مقناطیسی میدان میں ایک ترسیلی مواد کو رکھ کر، مواد میں برقی رو بہنے کے لیے بنایا جاتا ہے، جس سے جول ہیٹنگ ہوتی ہے۔ مقناطیسی مواد میں، ہسٹریسیس کے نقصانات کی وجہ سے کیوری پوائنٹ کے نیچے مزید حرارت پیدا ہوتی ہے۔ پیدا شدہ کرنٹ بنیادی طور پر سطح کی تہہ میں بہتا ہے، اس تہہ کی گہرائی کا تعین متبادل فیلڈ کی فریکوئنسی اور مواد کی پارگمیتا سے ہوتا ہے۔
فوائد:
■ پروسیس کنٹرولیبلٹی
■ توانائی کی کارکردگی
■ درجہ حرارت میں تیزی سے اضافہ
■ عمل کی مستقل مزاجی
درخواست: یہ تانبے کی سلاخوں، لوہے کی سلاخوں اور مختلف شکلوں کی ایلومینیم کی سلاخوں کے diathermy کے لیے موزوں ہے۔ ورک پیس کو مجموعی طور پر یا مقامی طور پر گرم کیا جاسکتا ہے۔
اہم درخواستیں:
راڈ فرنس کا انڈکشن فورجنگ اینڈ سکرو، گری دار میوے، والوز، تالے اور دیگر دھاتی حصوں کی تشکیل میں Φ12 ملی میٹر یا مربع یا دیگر شکل کے سامان سے بڑی سلاخوں اور سلاخوں کو گرم کرنے کے لیے استعمال کیا جاتا ہے، مواد سٹیل، سٹینلیس سٹیل، تانبا، پیتل، کانسی، ایلومینیم اور ہو سکتا ہے۔ اسی طرح، ہیٹنگ پوری حرارتی اور جزوی حرارتی ہوسکتی ہے، جیسے اختتامی حرارتی یا درمیانی حصہ حرارتی.
 انڈکشن فورجنگ فرنس کی تشکیل:
انڈکشن فورجنگ فرنس کی تشکیل:
- انڈکشن ہیٹنگ پاور سپلائی۔
- انڈکشن ہیٹنگ کوائل اور گائیڈ ریل اور کوائل کور۔
- نیومیٹک راڈ فیڈر.
- کنٹرول سسٹم.
- پانی کولنگ سسٹم.
کچھ ایپلی کیشنز کے لیے، اورکت درجہ حرارت سینسر، درجہ حرارت کنٹرولر اور خودکار راڈ فیڈنگ سسٹم کو بھی شامل کیا جا سکتا ہے اگر آرڈر دیا جائے۔
اہم ماڈل اور حرارتی صلاحیت:
| ماڈل | زیادہ سے زیادہ ان پٹ پاور | درخواست کی سفارش کریں | عام ماد .ے کی حرارت کی قابلیت | |
| سٹیل یا سٹینلیس سٹیل 1200℃ پر | تانبا یا پیتل 700℃ تک | |||
| MF-35 انڈکشن فورجنگ فرنس | 35KW | Φ15-30 راڈ ہیٹنگ | 1.25KG/منٹ | 1.75KG/منٹ |
| MF-45 انڈکشن فورجنگ فرنس | 45KW | 1.67KG/منٹ | 2.33KG/منٹ | |
| MF-70 انڈکشن فورجنگ فرنس | 70KW | Φ15-50 راڈ ہیٹنگ | 2.5KG/منٹ | 3.5KG/منٹ |
| MF-90 انڈکشن فورجنگ فرنس | 90KW | Φ25-50 راڈ ہیٹنگ | 3.33KG/منٹ | 4.67KG/منٹ |
| MF-110 انڈکشن فورجنگ فرنس | 110KW | 4.17KG/منٹ | 5.83KG/منٹ | |
| MF-160 انڈکشن فورجنگ فرنس | 160KW | Φ50 اپ راڈ ہیٹنگ | 5.83KG/منٹ | 8.26KG/منٹ |
 اہم ماڈل اور حرارتی صلاحیت:
اہم ماڈل اور حرارتی صلاحیت:
| ماڈل | پاور | درخواست کی سفارش کریں | اسٹیل یا سٹینلیس سٹیل کے لیے حرارتی صلاحیت 1200℃، کلوگرام/گھنٹہ | تانبے کے لیے حرارتی صلاحیت 700℃، کلوگرام/گھنٹہ | |
| SF-40AB | 40KW | Φ15-40 ملی میٹر راڈ ہیٹنگ | 110KG / گھنٹہ | 190KG / گھنٹہ | |
| SF-50AB | 50KW | Φ15-40 ملی میٹر راڈ ہیٹنگ | 137KG / گھنٹہ | 237KG / گھنٹہ | |
| SF-60AB | 60KW | Φ15-40 ملی میٹر راڈ ہیٹنگ | 160KG / گھنٹہ | 290KG / گھنٹہ | |
| SF-80AB | 80KW | Φ15-40 ملی میٹر راڈ ہیٹنگ | 165KG / گھنٹہ | 380KG / گھنٹہ | |
| SF-100AB | 100KW | Φ15-40 ملی میٹر راڈ ہیٹنگ | 275KG / گھنٹہ | 480KG / گھنٹہ | |
| SF-120AB | 120KW | Φ15-40 ملی میٹر راڈ ہیٹنگ | 275KG / گھنٹہ | 480KG / گھنٹہ | |
| SF-120AB | 120KW | Φ15-40 ملی میٹر راڈ ہیٹنگ | 330KG / گھنٹہ | 570KG / گھنٹہ | |
| SF-160AB | 160KW | Φ15-40 ملی میٹر راڈ ہیٹنگ | 440KG / گھنٹہ | 770KG / گھنٹہ | |
| SF-200AB | 200KW | Φ15-40 ملی میٹر راڈ ہیٹنگ | 550KG / گھنٹہ | 960KG / گھنٹہ | |
| SF-250AB | 250KW | Φ15-40 ملی میٹر راڈ ہیٹنگ | 690KG / گھنٹہ | 1180KG / گھنٹہ | |
| MFS-200 یا D-MFS200 | 200KW | Φ40 اپ راڈ ہیٹنگ | 550KG / گھنٹہ | 960KG / گھنٹہ | |
| MFS-250 یا D-MFS250 | 250KW | 690KG / گھنٹہ | 1180KG / گھنٹہ | ||
| MFS-300 یا D-MFS300 | 300KW | 830KG / گھنٹہ | 1440KG / گھنٹہ | ||
| MFS-400 یا D-MFS400 | 400KW | 1100KG / گھنٹہ | 1880KG / گھنٹہ | ||
| MFS-500 یا D-MFS500 | 500KW | 1380KG / گھنٹہ | 2350KG / گھنٹہ | ||
| MFS-600 یا D-MFS500 | 600KW | 1660 کلوگرام فی گھنٹہ | 2820 کلوگرام فی گھنٹہ | ||
| MFS-750 یا D-MFS750 | 750KW | 2070 کلوگرام فی گھنٹہ | 3525 کلوگرام فی گھنٹہ | ||
| MFS-800 یا D-MFS800 | 800KW | 2210KG / گھنٹہ | 3700KG / گھنٹہ | ||
| MFS-1000 یا D-MFS1000 | 1000KW | 2750KG / گھنٹہ | 4820KG / گھنٹہ | ||
| MFS-1200 یا D-MFS1200 | 1200KW | 3300 کلوگرام فی گھنٹہ | 5780KG / گھنٹہ | ||
| MFS-1500 یا D-MFS1500 | 1500KW | 4200KG / گھنٹہ | 7200KG / گھنٹہ | ||
| MFS-2000 یا D-MFS2000 | 2000KW | 5500KG / گھنٹہ | 9600KG / گھنٹہ |




